Die, Mold, and Forge Tooling Solutions
Precision Tooling for Hard Milling and Class-A Mold Finishing. Hard milling P20, H13, D2, and S7 tool steels demands tooling engineered for hardness, accuracy, and surface quality. Spec Tool supplies CBN and fine-grain carbide cutting solutions for die makers and mold manufacturers.
Die and Mold Machining Challenges
Hard tool steels, tight cavity tolerances, and Class-A surface finish requirements make die and mold machining one of the most technically demanding tooling environments.
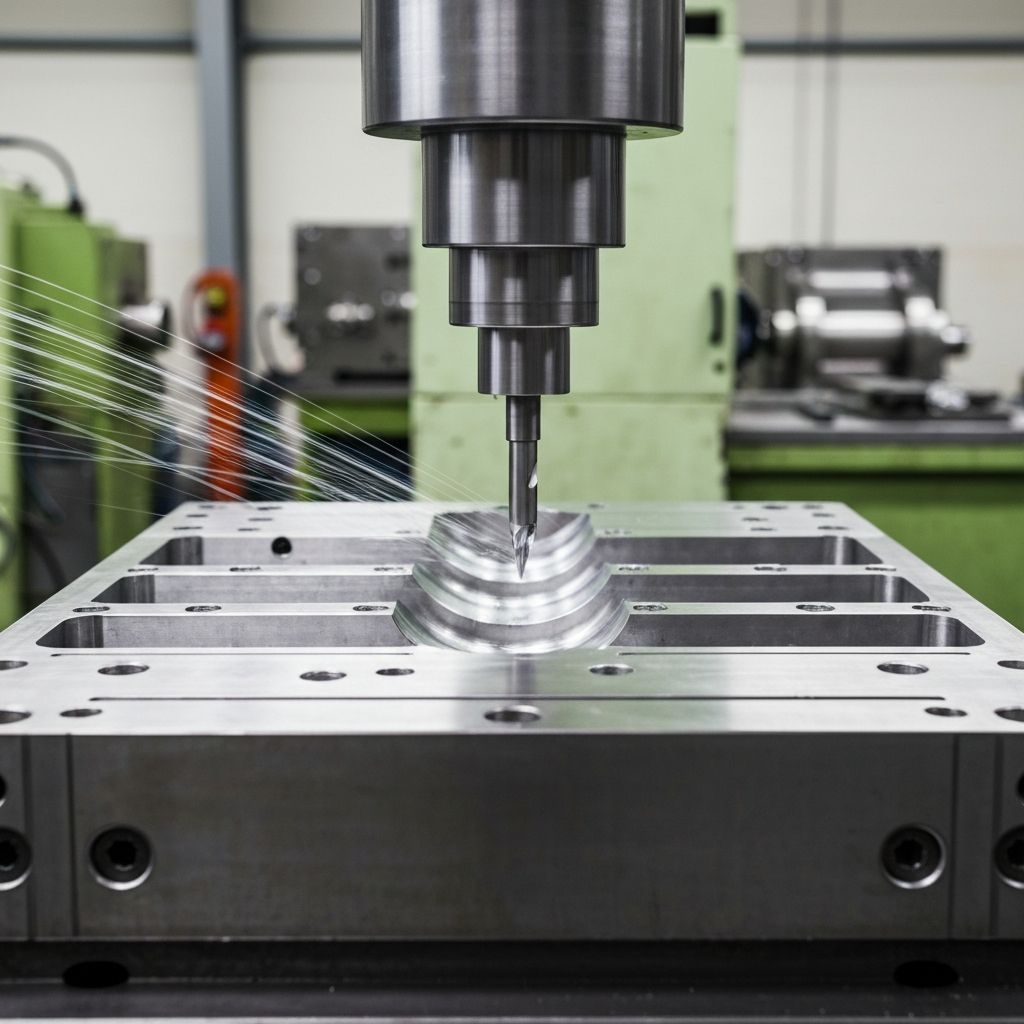
Hard Milling
Machining hardened tool steel at 48–65 HRC requires CBN and fine-grain carbide tooling with optimized rake geometries and rigid toolholding.
Complex Cavity Forms
3D cavity profiling demands ball-nose inserts with tight radius tolerances and predictable wear patterns for consistent unattended machining.
Surface Finish
Class-A mold surfaces require Ra 0.2 or better — achieved through PCBN finishing inserts, high spindle speeds, and controlled micro-feed rates.
Tool Steel Variety
P20 pre-hardened, H13 hot work steel, D2 cold work steel, and S7 shock-resistant steels each require specific substrate and coating combinations.
Recommended Tooling
PCBN and fine-grain carbide solutions matched to hardened tool steels and Class-A surface finish requirements.

PCBN Hard Milling Inserts
Solid PCBN tooling designed for H13 and D2 machining at 60+ HRC.

Ball-Nose Copy Inserts
Fine-grain carbide inserts engineered for 3D cavity profiling in P20 and similar mold steels.

High-Feed Milling Bodies
Shallow depth-of-cut, high-feed roughing bodies designed for efficient die block machining.

Precision Boring Bars
Fine-bore cartridges designed for ejector pin and core pin bore finishing.
Other Industries We Serve




Need Tooling for Hard Milling or Mold Finishing?
Our engineers will specify PCBN or carbide solutions matched to your steel grade and surface finish requirements.